KRYOGENINIS TERMOPLASTIKOS IR ELASTOMERIŲ ŠLIFAVIMAS
PROCESO APRAŠYMAS
Šlifavimo metu šlifuojamos medžiagos atšaldomos ir įmirkomos į kriogeninį skystą azotą arba anglies dioksidą. Šis metodas leidžia pasiekti ypač aukštą grūdų kokybę, išlaikant produkto kokybę. Be to, smarkiai padidėja šlifavimo mašinos pralaidumas. Visų pirma, šlifavimo proceso aušinimas kriogeninėmis dujomis, jei tai yra karščiui jautrios medžiagos, neleidžia pakilti temperatūrai, atsirandančiai dėl malūno variklių elektros energijos virsmo. Tai apsaugo nuo lydymosi ir prilipimo prie žemės paviršiaus medžiagos.
DUJŲ PRITAIKYMAS
Norint nušlifuoti kietas ir elastingas medžiagas, turinčias didelį pralaidumą, į smulkius miltelius, reikalinga efektyvi kriogeninė šalto šlifavimo sistema. Pašarinę medžiagą pirmiausia reikia atvėsinti tinkamu šaltnešiu, tokiu kaip skystas azotas iki nustatytos temperatūros, paprastai žemesnės nei stiklo skystėjimo arba minkštėjimo temperatūros, kad atvėstų. Kita vertus, šlifavimo procesas turėtų būti kuo trumpesnis, nes šlifuojama medžiaga, kuri vėl kaitinama šlifavimo įrankių energijos sąnaudomis, turėtų būti ne deformuota, o šlifuojama.
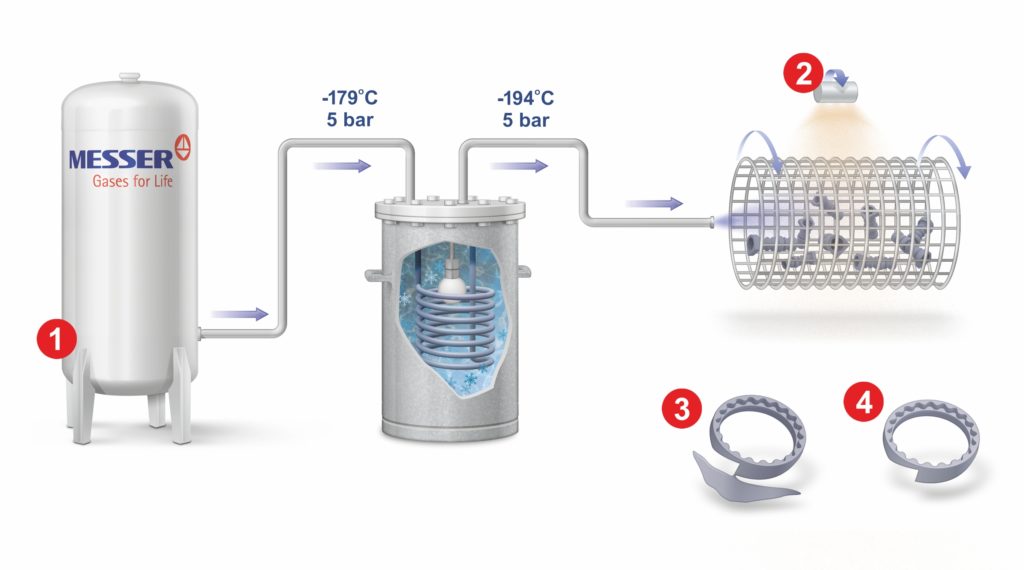
- Skystojo azoto talpa
- Sprogdinimo terpė
- Prieš
- Po
Termoplastikų ir elastomerų kriogeninio šlifavimo tikslai:
- didelis pralaidumas, siekiant gauti mažas gamybos sąnaudas
- paprastai didelė dalis smulkių ar geriausių medžiagų, nes tai padidina produkto vertę
- mažas energijos poreikis, siekiant sutaupyti elektros energijos sąnaudas
- siekiant išvengti terminių pažeidimų
- siekiant išvengti dulkių sprogimo ir gaisrų pavojaus šlifavimo metu
MESSER SPRENDIMAS
„Messer“ grupė eksploatuoja labai specializuotą bandymų įrenginį, kuris suteikia galimybę gauti naudos iš proceso pokyčių, įvertinti gamybos sąnaudas ar gaminti mėginių partijas. Kvalifikuotas mėginių šlifavimas atliekamas naudojant skystą azotą.
Išmatuojami, įvertinami ir klientui pateikiami visi šlifavimo parametrai, tokie kaip pralaidumas, elektros energijos ir azoto poreikis, taip pat dalelių dydžio pasiskirstymas. Gautus rezultatus galima perkelti į didelio masto kūrinius.
Be gryno šlifavimo pavyzdžių gamybos, galima apskaičiuoti gamybos sąnaudas gamybos sąlygomis ir palyginti su kitais šlifavimo procesais. Net esamos gamyklos kliento svetainėje gali būti optimizuotos. Šiems bandymams atlikti vietoje gali būti skirti granuliuotieji aušintuvai, azoto reguliavimo vožtuvai ir temperatūros kontrolė.